В целях обеспечения качества работ при строительстве магистральных трубопроводов в АО «ЕВРАКОР» существует Центральная производственная испытательная лаборатория.
Центральная производственная испытательная лаборатория Компании «Евракор» аттестована и осуществляет контроль качества материалов, готовых изделий различными методами контроля и оснащена современными средствами измерений, приборами, оборудованием необходимым для осуществления контроля качества.
1. Визуальный и измерительный


Комплект для визуального и измерительного контроля
2. Магнитный контроль

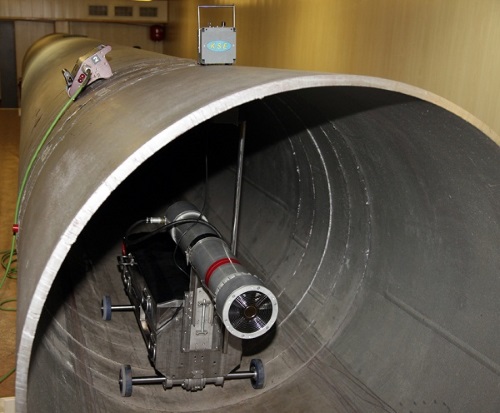
3. Ультразвуковой
Ультразвуковой контроль позволяет оперативно управлять качеством сварочного процесса ввиду большой скорости контроля по сравнению с другими методами контроля. Выполняется дефектоскопом на фазированных решетках ISONIC, а также механизированным способом контроля ультразвуковой измерительной установкой типа «СКАРУЧ».


УИУ «Сканер» модель «Скаруч»
4. Рентгенографический метод
Лаборатория оснащена современными приборами и оборудованием для проведения рентгеновского контроля, в том числе комплексом цифровой радиографии «Трансскан», который позволяет получать рентгеновское изображение в режиме реального времени.
Преимущества рентгенографического метода:
- Максимально точная локализация даже самых мельчайших дефектов;
- Молниеносное обнаружение дефектов сварочных соединений и швов;
- Возможность произведения чёткой оценки микроструктуры: величины вогнутости, выпуклости корня шва даже в самых недоступных местах для внешнего осмотра.
SITE-X с использованием кроулера для трубопроводов

Рентгеновские генераторы постоянного действия CometPXS300/900
Радиографический контроль не используют при:
- Наличии непроваров и трещин, величина раскрытия которых меньше стандартных значений, а плоскость раскрытия не соответствует направлению просвечивания;
- Любых несплошностях и включениях, имеющих размер в направлении просвечивания меньше удвоенной чувствительности контроля;
- Всяческих несплошностях и включениях в случае, когда их изображения на снимках совершенно не соответствуют изображениям построенных деталей, резких перепадов трещин металла, который просвечивается, а также острых углов.
Наиболее достоверный способ проконтролировать основной металл и сварной шов – провести дефектоскопию с рентгеновским просвечиванием металлов. Только так можно определить и вид, и характер обнаруженных дефектов, с высокой точностью определить их месторасположение и заархивировать результаты контроля в конечном итоге.
5. Проникающими веществами

6. Контроль изоляционного и антикоррозионного покрытия
При контроле изоляционного и антикоррозионного покрытия применяется электрический метод контроля, основанный на возникновении электрического пробоя в местах нарушения покрытия или её недостаточной толщины.

Для оперативности перебазировки к месту производства работ имеет мобильную лабораторию на базе КАМАЗ, пять вагон-лабораторий на шасси. Также в состав лаборатории входит испытательная лаборатория грунтов и бетонов, полностью оснащенная оборудованием для физико-химических испытания на базе «КАМАЗ» и вагон-лаборатория на шасси.
Высокая организация и оперативность работы квалифицированных кадров обеспечивает высокое качество производимой продукции. Специалисты лаборатории по плану проходят курсы повышения квалификации, осваивают новое оборудование.
Центральная производственная испытательная лаборатория АО «Евракор» помимо собственных объемов работ по контролю качества, предоставляет услуги сторонним организациям. Стоимость услуг соответствует сложившемуся на рынке ценообразованию и отвечает качеству производимых работ.
В лаборатории имеется мастерская по ремонту оборудования, где специалисты выполняют ремонт сложного оборудования, а также разрабатывают схемы, технической модернизации и внедряют свои разработки в производственный процесс, держа курс на импортозамещение.